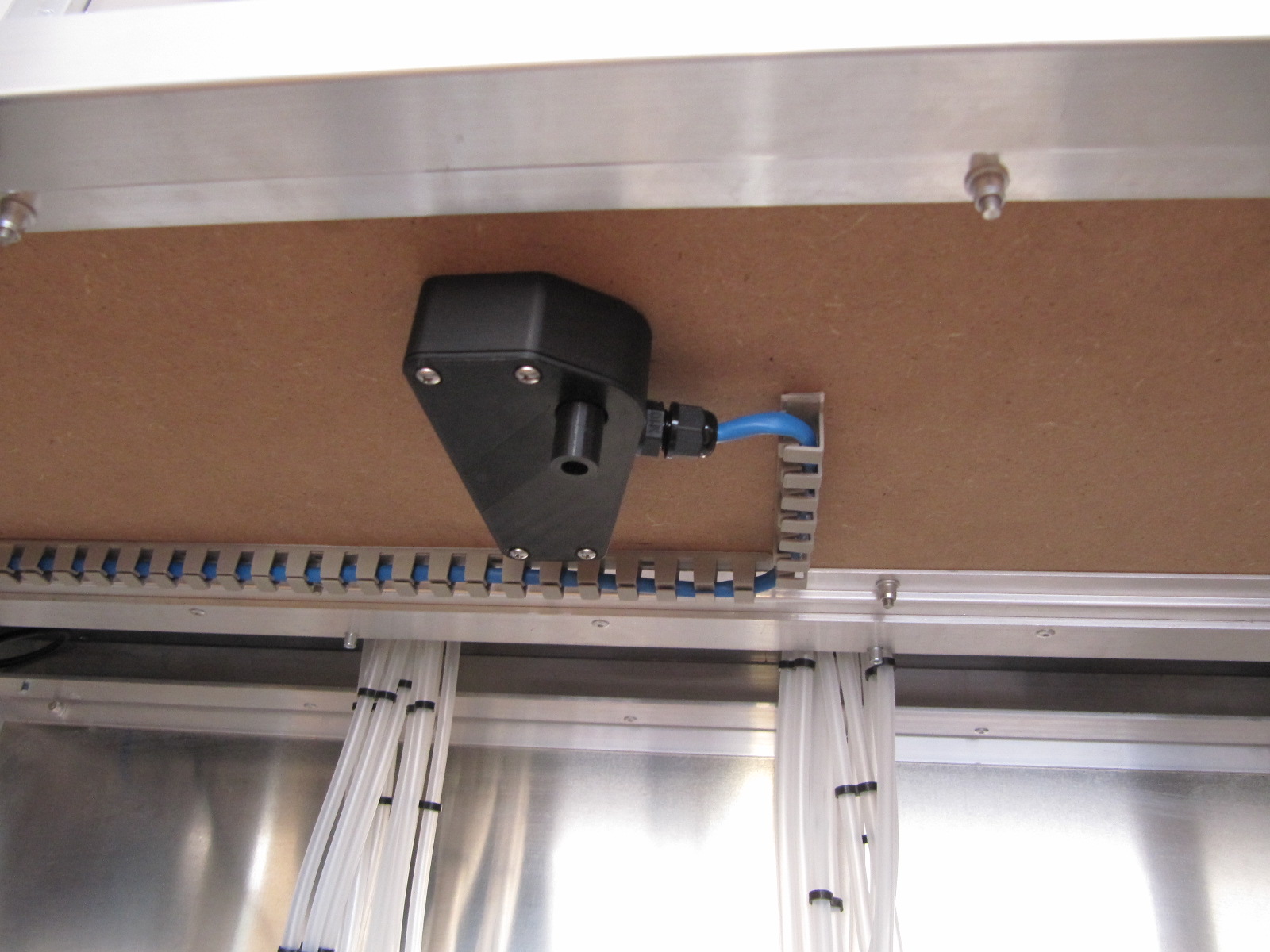
Waage
Um die dosierten Mengen zu ermitteln, wird eine Wägezelle in Verbindung mit einem HX711 verwendet. Vor der Montage der gedruckten Kunststoffteile muss der Überlauf in die Waagschale eingeklebt werden. Die Befestigung der Waage erfolgt von oben durch die Tischplatte. Der Abstandshalter und der Überlauf müssen abhängig von der Dicke der Tischplatte angepasst werden, zwischen Tischplatte und Waagschale sollte ein Spalt von 1 mm sichbar sein. Als Anschlusskabel wurde ein CAT5e-Kabel verwendet. Auf der Unterseite des Gehäuses besteht die Möglichkeit, einen Schlauch mit 10 mm Innendurchmesser für den Überlauf anzuschließen. Für die Montage der Waage hat sich folgende Reihenfolge bewährt:
-
Kabelverschraubung im Gehäuse befestigen,
-
Gehäuse und Wägezelle unter der Tischplatte positionieren,
-
Wägezelle von oben anschrauben,
-
Abstandshalter und Waagschale befestigen,
-
Kabel verlöten,
-
Deckel verschrauben.

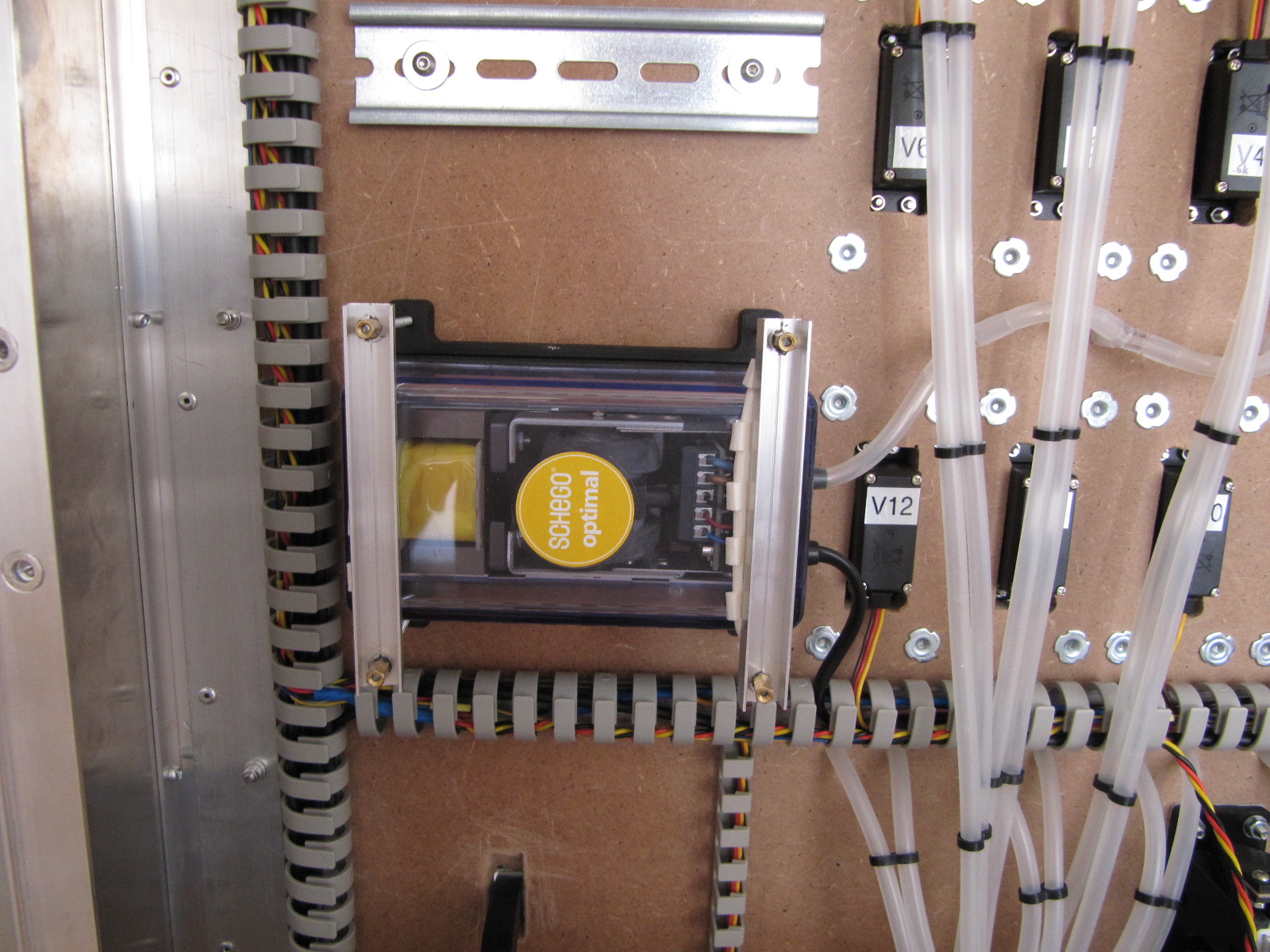
Pumpe
Um den Überdruck in den Flaschen zu erzeugen, verwenden wir eine Luftpumpe für Aquarien. Da die komplette Elektronik mit max. 12 VDC laufen soll, haben wir uns für eine 12V-Pumpe von Schego entschieden. Die Auswahl der Pumpe ist relativ unkritisch, da der benötigte Überdruck und die Fördermenge gering sind. Es sollte lediglich darauf geachtet werden, dass die Pumpe ölfrei arbeitet. Da die Pumpe nur über ein einziges Loch zur Befestigung verfügt, wurde eine Halterung konstruiert. Folgende Reihenfolge bei der Montage hat sich bewährt:
-
Jeweils an einem Ende der Gewindestangen 2 Muttern aufschrauben und kontern. Eine Mutter sollte bündig mit der Gewindestange abschließen, die Schlüsselflächen der Muttern müssen in einer Flucht stehen.
-
Gewindestangen in die dafür vorgesehenen Löcher stecken,
-
Halterung im Gehäuse festschrauben,
-
Pumpe einsetzen und mit den U-Profilen festklemmen (optional mit Moosgummistreifen unter den U-Profilen),
-
Muttern an den U-Profilen kontern oder mit Loctite verkleben.
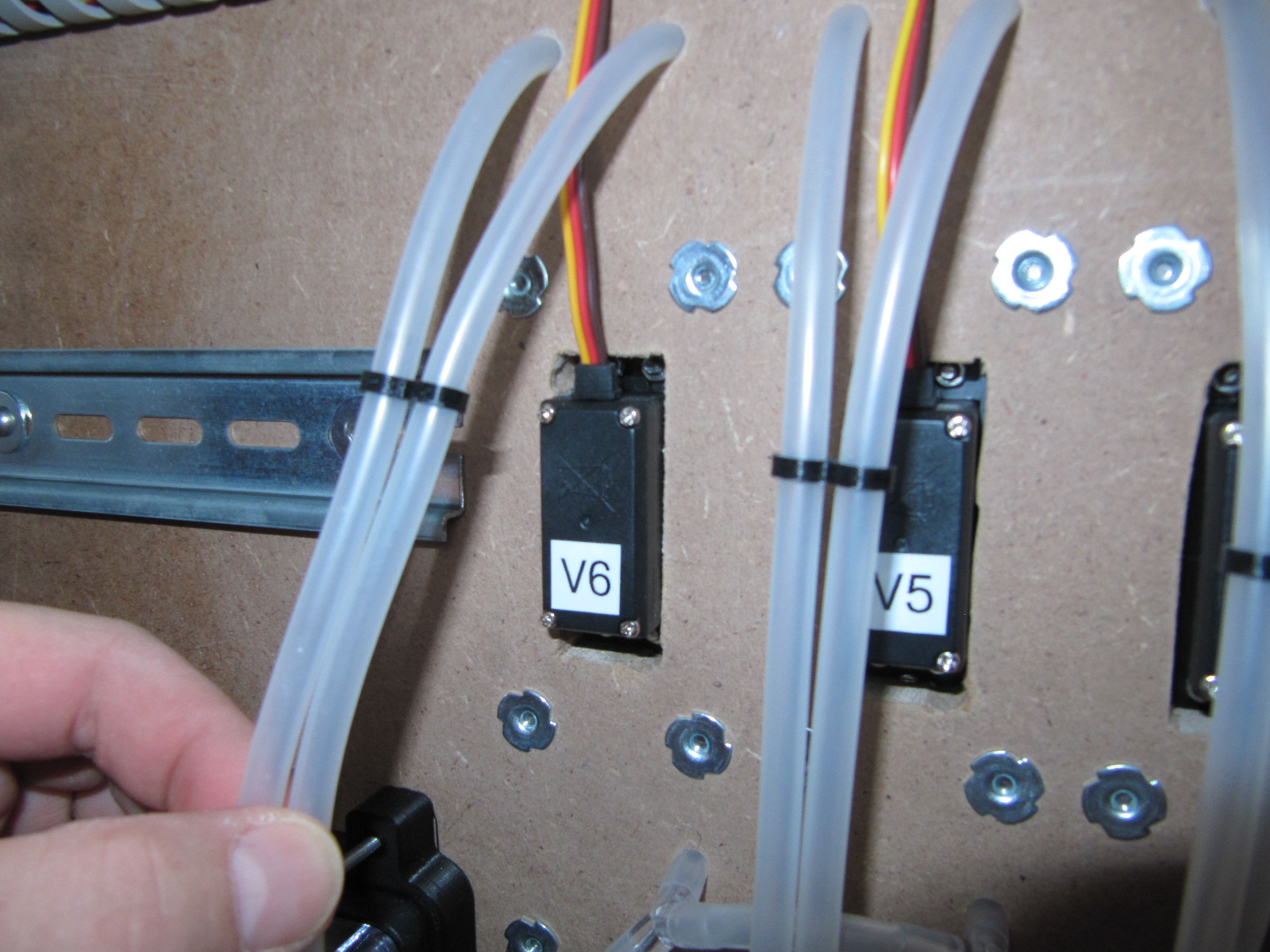
Ventile
Um die Dosierung der Flüssigkeiten zu realisieren, wurden für unseren
Cocktailautomaten Quetschventile konstruiert, welche immer beide
Schläuche (Luft und Flüssigkeit) einer Zutat gleichzeitig öffnen bzw.
schließen.
Die benötigten Kunststoffteile für die Ventile können ohne Support
gedruckt werden. Die (optionale) Abdeckung wurde für unseren Automaten
mit einem CO~2~-Laser aus transparentem PMMA geschnitten. Es ist darauf
zu achten, dass die Servos originale TowerPro MG996R sind. Es gibt
Servos mit gleicher Bezeichnung von No-Name-Anbietern, aber diese Servos
können sich in den Außenabmessungen teilweise erheblich von den
originalen Servos unterscheiden. Die bei den Servos mitgelieferten
runden Servoarme müssen auf den Innendurchmesser der Nocken angepasst
werden. Hierbei ist besondere Sorgfalt notwendig: Sitzen die Servoarme
exzentrisch im Nocken, wird das Ventil nicht richtig absperren. Unsere
Servoarme wurden auf einer CNC-Fräse mit einem sehr scharfen Holzfräser
bearbeitet. Die Befestigungslöcher für die Servoarme werden am besten
gebohrt, indem der Nocken als Schablone genutzt wird. Die Schrauben zur
Verbindung von Nocken und Servoarm werden mit Loctite gesichert. Bei den
Zungen ist darauf zu achten, dass sie aus einem Material mit guten
Gleiteigenschaften gefertigt werden. Unsere Zungen wurden aus Iglidur
I150 gedruckt. Die Zungen in den Ventilen von Onkel Hector haben schon
einige hundert Zyklen hinter sich und funktionieren immer noch
einwandfrei. Alternativ könnten die Zungen aus PET gedruckt werden, dies
wurde allerdings noch nicht getestet. Damit die Ventile bündig mit der
Rückwand sitzen, müssen Auschnitte für die Servos hergestellt werden
(Abb. 4).
Zur Befestigung der Ventile haben sich Einschlagmuttern bewährt.

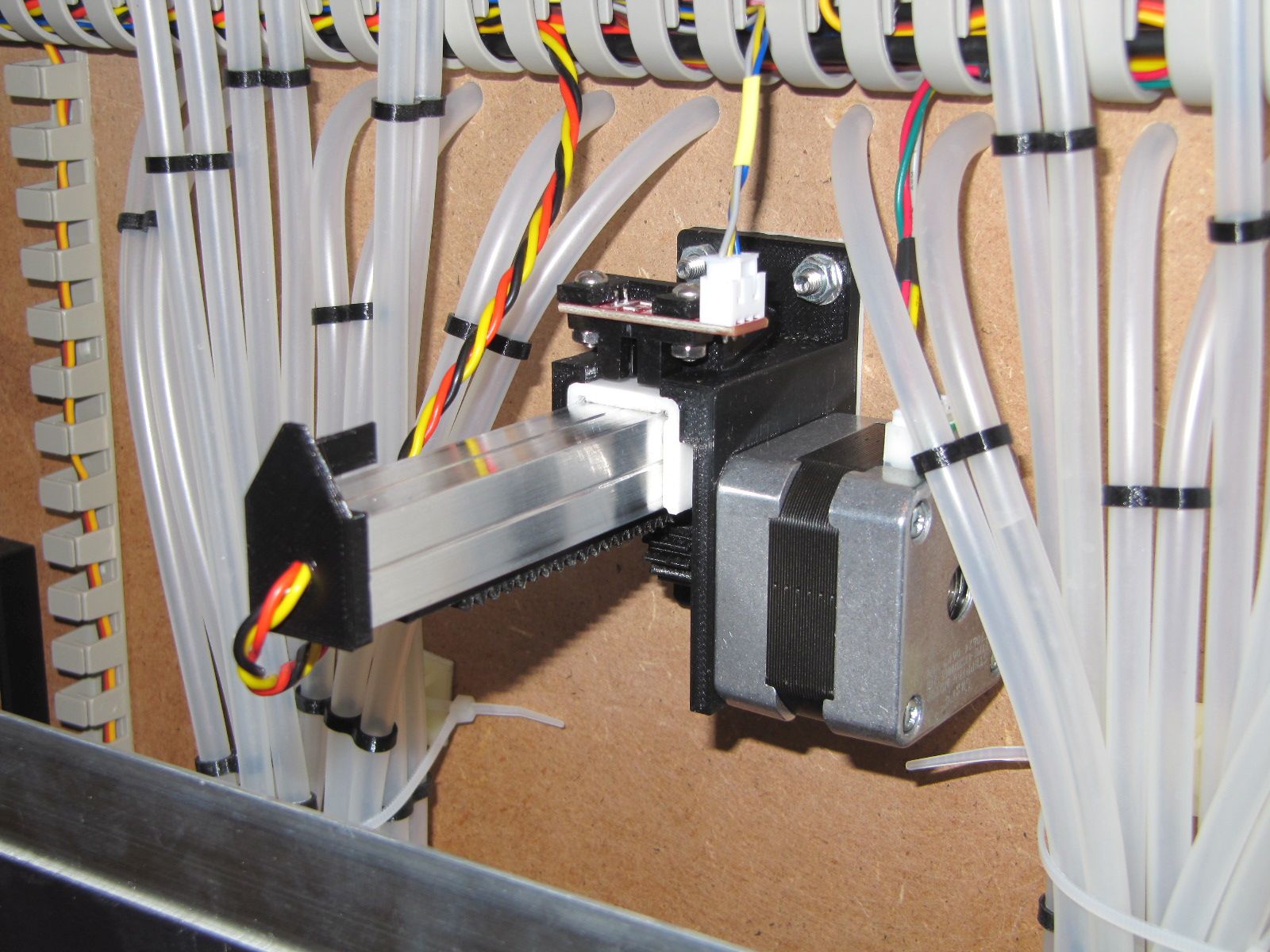
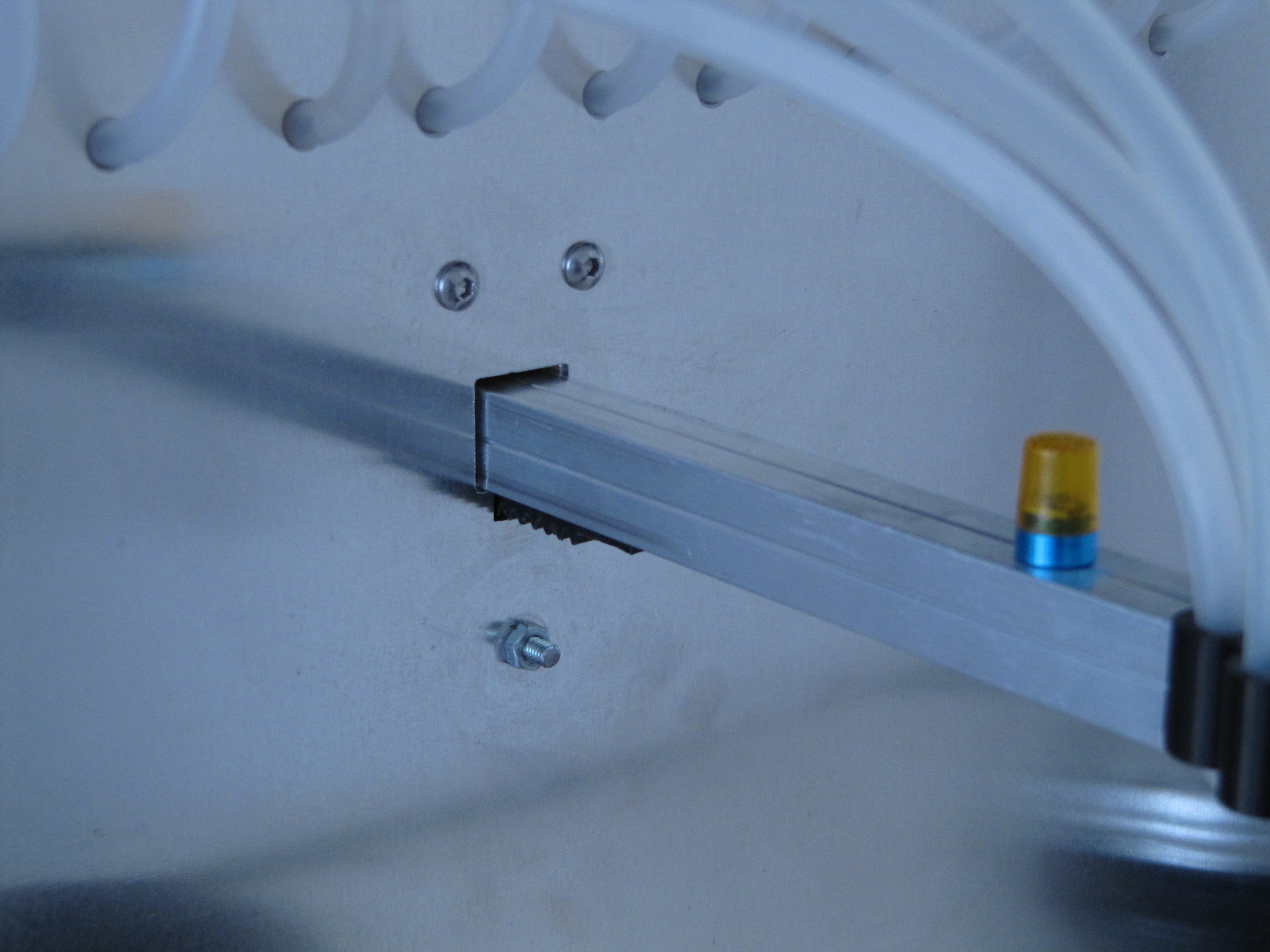
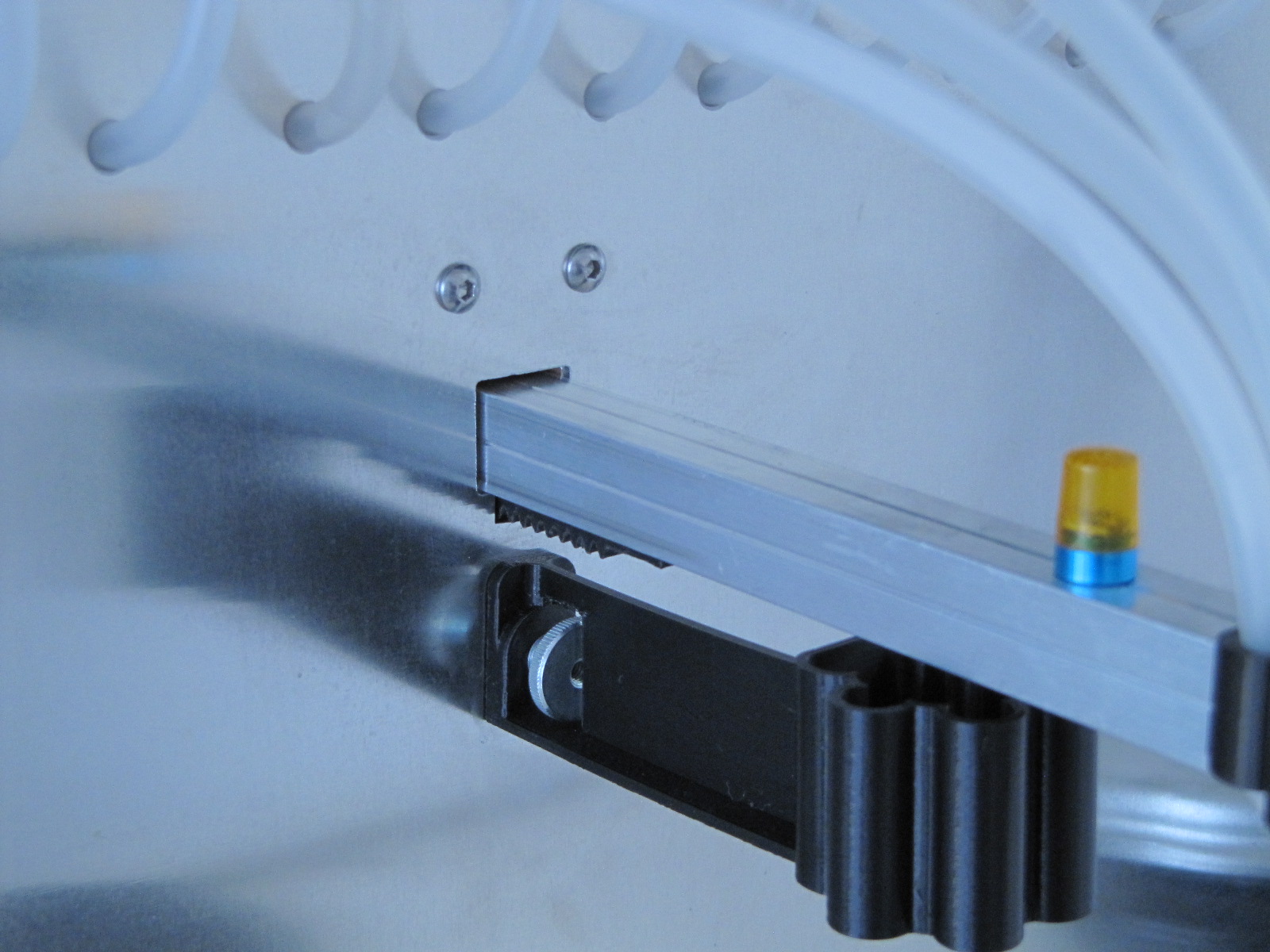
Arm
Um den Füllvorgang komfortabler zu gestalten, ist der Arm mit dem
Dosierkopf im Normalzustand eingefahren (Abb.
[arm_front_in]). Wird der Dosiervorgang gestartet, fährt der
Arm nach vorne. Alle benötigten Kunststoffteile lassen sich ohne Support
drucken. Der Gleiteinsatz sollte aus einem Material mit guten
Gleiteigenschaften gefertigt werden. Unser Gleiteinsatz wurde aus
Iglidur I150 gedruckt. Alternativ könnte der Gleiteinsatz aus PET
gedruckt werden, dies wurde allerdings noch nicht getestet. Der Ausleger
besteht aus einem Aluminiumprofil mit 15.5 mm Kantenlänge. Solche
Profile sind in fast jedem deutschen Baumarkt zu finden. Das Ritzel wird
auf die Welle des Motors gepresst und braucht keine weitere Sicherung.
Um die Zahnstange an dem Ausleger zu befestigen, wurden
M3-Blindnietmuttern in das Profil eingesetzt. Der Dosierkopf wird mit
einer selbstschneidenden Schraube im Profil gesichert. Der Auslöser wird
mit dem Ausleger verklebt. Der Auslöser weist ein Loch auf. Durch dieses
Loch wurde ein Kabel geführt, um ein optionales Rundumlicht auf dem Arm
mit Strom zu versorgen.
Bei der Montage des Arms ist darauf zu achten, dass die untere Schraube
von hinten durch die Bohrung geführt und mit einer regulären Mutter
festgeschraubt wird. Die oberen Schrauben werden von vorne durch die
Rückwand gesteckt und verschraubt. Auf der unteren Schraube kann nun mit
einer Rändelmutter der Tropfenfänger montiert werden (Abb.
[drip]).
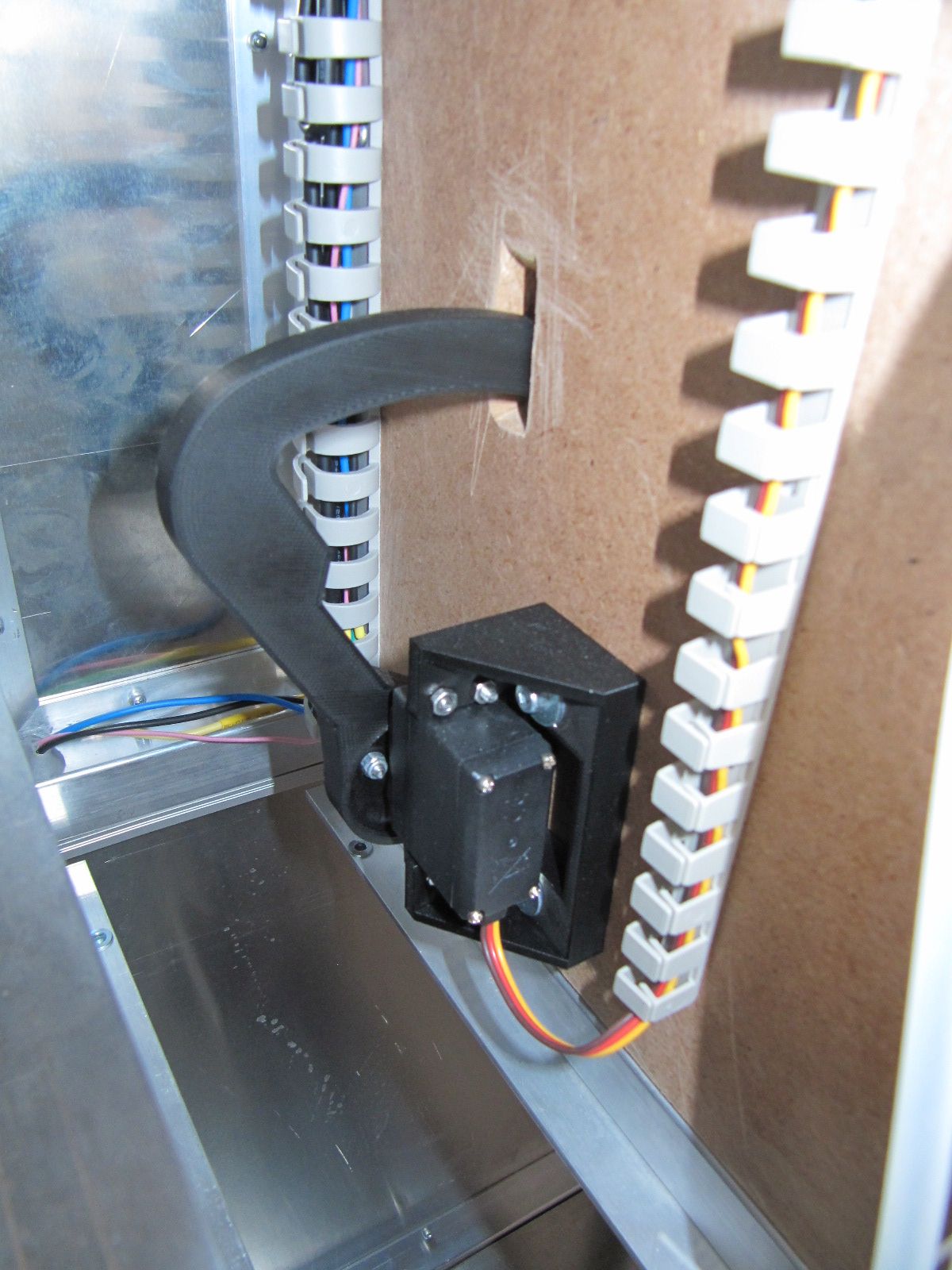
Glocke
Bei dem Nachbau der Mechanik für die Glocke ist darauf zu achten, dass der Mittelpunkt der Glocke 100 mm von der Drehachse des Arms entfernt ist. Zur Befestigung der Glocke ist eine Halterung vorgesehen (Abb. 6{reference-type=“ref” reference=“bell_mount”}). Um die notwendigen Löcher in die Glocke zu bohren, wird die Halterung als Bohrlehre benutzt. Die Montage des Fingers an der Rückwand ist eigentlich selbsterklärend. Zur Befestigung der Motorhalterung (Bell_servo-bracket.stl) an der Rückwand ist es ratsam, Einschlagmuttern oder Gewindeeinsätze zu verwenden, so kann der Finger später leicht justiert werden (Abb. 8).


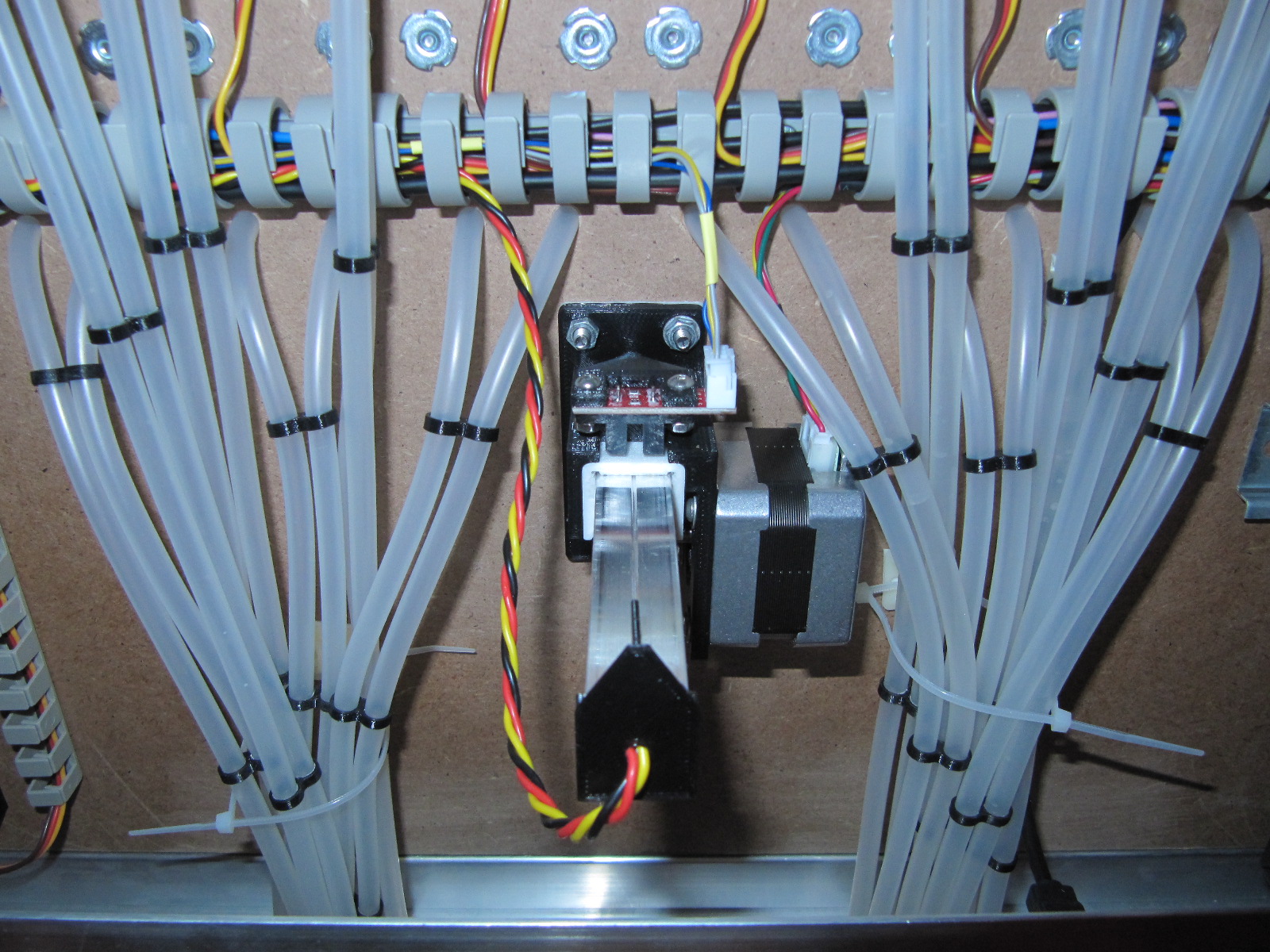
Schläuche
Um Flüssigkeiten und Luft zu transportieren, werden Silikonschläuche mit 6 mm Außendurchmesser und 4 mm Innendurchmesser verwendet. Es muss auf jeden Fall darauf geachtet werden, dass die Schläuche für den Einsatz mit Lebensmitteln vorgesehen sind. Um die Schläuche durch das Gehäuse, die Ventile und den Dosierkopf zu führen, hat es sich bewährt, ein Ende schräg abzuschneiden. Pro Zutat werden zwei Schläuche durch ein Ventil geführt. Ein Schlauch leitet die Flüssigkeiten von der Flasche zum Dosierkopf, der andere Schlauch verbindet Luftpumpe und Flasche. Bei der Verlegung der Schläuche im Gehäuse muss darauf geachtet werden, dass sich die Schläuche nicht mit dem Arm verheddern. Wir haben dafür einfach Kabelbinder benutzt (Abb. 9).
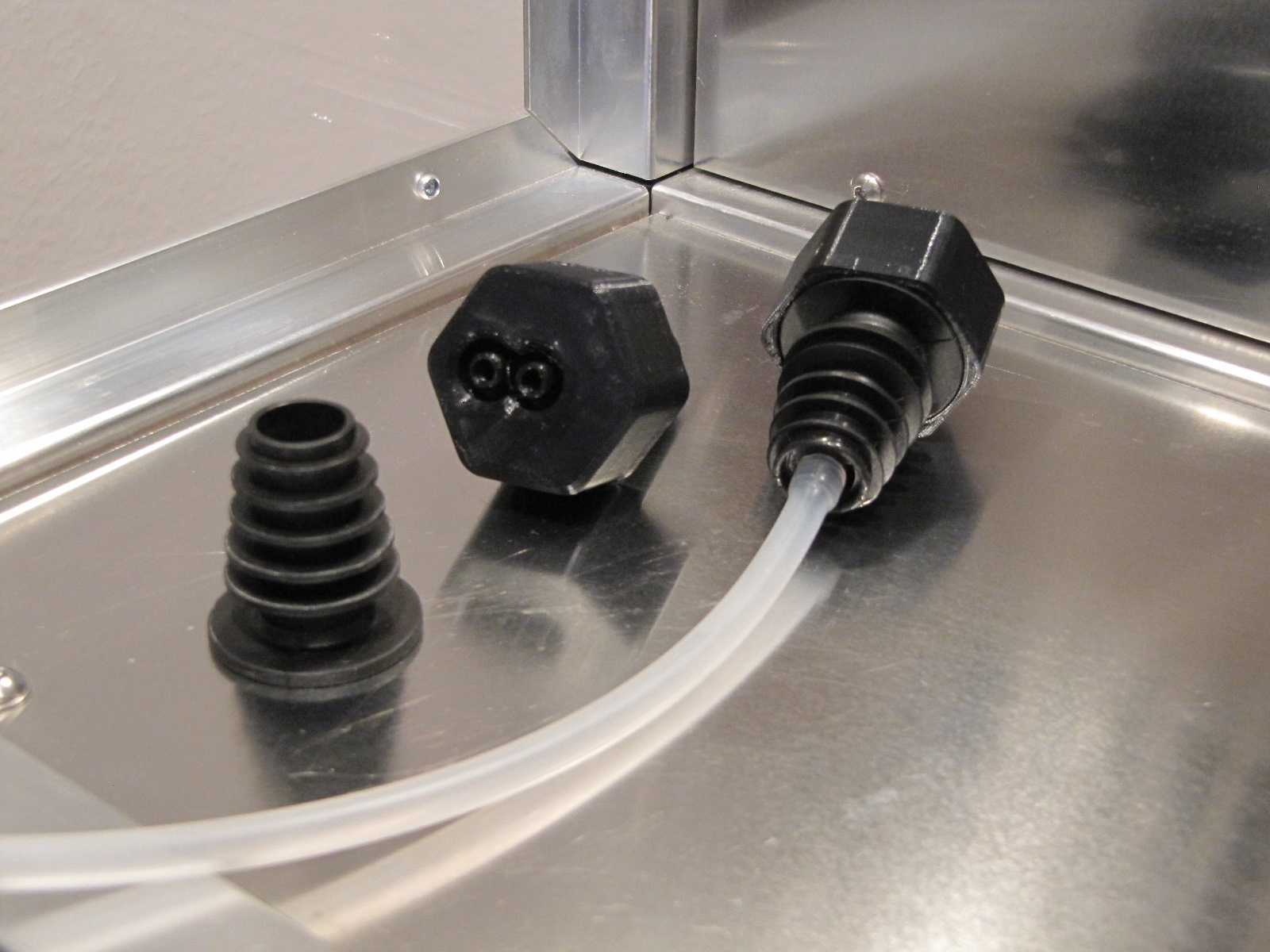
Stopfen
Die Stopfen bestehen aus einem 3D-gedruckten Kern und einer konischen Dichtung. Die Dichtung ermöglicht es, mit einer Art von Stopfen verschiedene Getränkeflaschen anzuschließen. Die Dichtungen können aus dem Gastronomiebedarf bezogen werden. Beim Druck der Kerne sollte lebensmittelechtes Filament verwendet werden. Auf einer Seite des Stopfen werden die Schläuche angeschlossen, die zu den Ventilen führen (Wichtig: Luft- und Getränkeschläuche nicht verwechseln!). Auf der anderen Seite des Stopfens wird ein Stück Silikonschlauch angeschlossen, das bis zum Boden der Flasche reicht.
Spültrichter
Da zum Spülen der Schläuche eine Menge Wasser und Zeit notwendig ist, macht es wenig Spaß, während des Spülprogramms die ganze Zeit neben Hector zu stehen und volle Gläser auszuleeren. Wir haben deswegen einen Spültrichter konstruiert, der anstelle eines Glases auf die Waage aufgesetzt wird und das Abwasser direkt in einen Eimer oder Ausguss befördert. Der Spültrichter kann ohne Support gedruckt werden. Die Schlauchtülle ist für einen Silikonschlauch mit 10 mm Innendurchmesser konzipiert.

Gehäuse
Das Gehäuse besteht aus 25 mm-Aluminiumprofilen, die mit Aluminiumblechen und PMMA-Platten beplankt wurden. Das Blech, an dem die Waage befestigt wurde, sowie das Blech, welches die Ventile trägt, wurden zusätzlich mit einer MDF-Platte verklebt. Vor dem Verkleben wurden auf der Vorderseite der MDF-Platten Einschlagmuttern eingesetzt, um später die Hutschienen und die Pumpe zu befestigen. Die PMMA-Platten und ein Großteil der Bleche wurden mit 4 mm-Blindnieten befestigt. Die Befestigung der Rückwand erfolgt durch M4-Schrauben. Als Gegenstück zu den Schrauben wurden in die Profile Blindnietmuttern eingesetzt. Es wird dringend empfohlen, zur Bearbeitung der Bleche und Profile spezielle Blechbohrer zu verwenden, ansonsten kann es zu Problemen beim Einsetzen der Nieten kommen. Das Gehäuse ist in der Stückliste nicht berücksichtigt, hier soll jeder seiner Kreativität freien Lauf lassen.[^1]

Display
Zur Auswahl der Drinks haben wir uns für ein 7"-Display mit Touch-Funktion über USB entschieden. Die USB-Variante ist notwendig, da die GPIOs für andere Funktionen genutzt werden. Das Display ist an einer Querstrebe des Gehäuses befestigt. Für den Transport kann das Display in das Gehäuse gedreht werden (Abb. [display_half_in]). In dem gedruckten Gehäuse für das Display sind 3 Löcher für die Montage an dem Rahmen. Für die Befestigung werden nur zwei Löcher benötigt: das mittlere Loch und ein äußeres. Das Display wird mittels Blindnietmuttern und Rändelschrauben mit dem Rahmen verschraubt. Um das Display zu drehen, wird die äußere Schraube entfernt und die mittlere Schraube gelöst.